发电电焊机知识 Industry
电王汽油发电电焊机连头、反口注意事项
前言
众所周知,培养飞行员很贵,几乎是用金子堆出来的,要花费几百万元巨资。或许你永远不会想到,培养一名优秀的电焊工也需要投入巨资。但是高额成本培养出来的焊工,也并非天下无敌,十八般焊机样样精通的更是凤毛麟角,有的甚至连使用汽油发电电焊机或柴油发电电焊一体机进行管道连头、返修的活也不见得能轻松应付。小编认为不是焊工学员们不够优秀,只是发电电焊机的技术更新太快,上一代产品刚熟悉,下一代产品又出来了。小编将不会挖补焊口的焊工分成两种人,一种是没焊过拍片口;一种是技术大牛,焊口百分百合格,但独孤求败,永远都是传说。只要我们拿起焊把,总有出错的时候,只是百分比的问题。
小编今天在这里同大家分享一下中石油、中石化行业大牛使用电王发电电焊机进行连头、反修口时的心得体会。
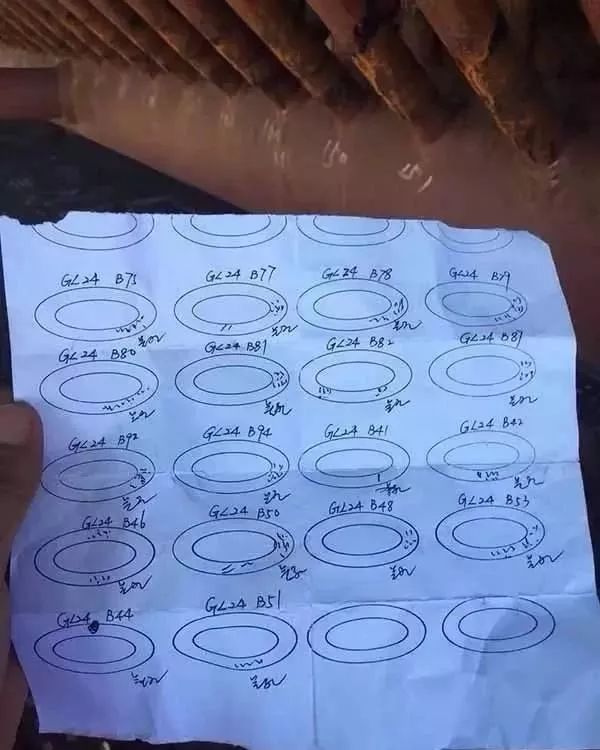
首先,也是最重要的,当我们拿起返修单的时候,焊口缺陷的定位要准!准!准!
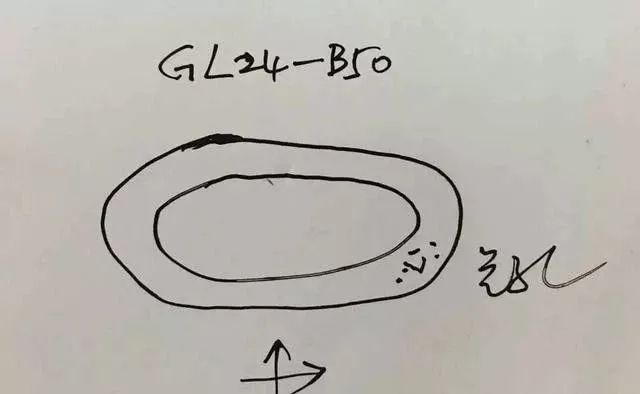
下面是单个焊口详细标注图:包括管线号,焊口号,缺陷位置和导向箭头
小管容易看错方向,箭头就是射线进入的方向,看懂了原理,看懂了方向,才不会返修错。
返修前,确定缺陷性质、分析原因,一定要打磨到缺陷再焊补;有的缺陷很小,打磨穿了可能也找不到,这是就需要细心!细心!细心!
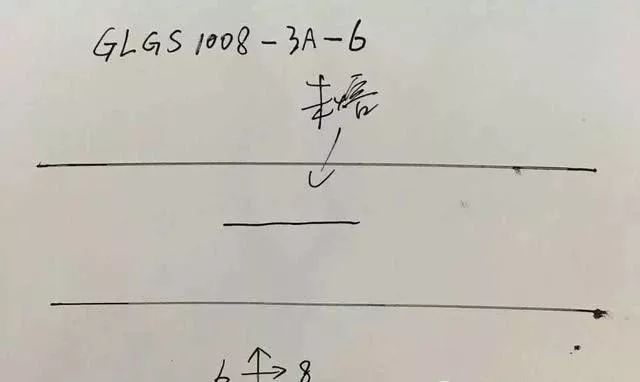
这是大管返修单,简单、直观、明了,找到焊口,找到片位,对准箭头,剩下就是磨!磨!磨!
也可以用碳刨、割刀,缺陷在中间有可能是打底出了问题;缺陷在边缘那就一定不是打底的问题
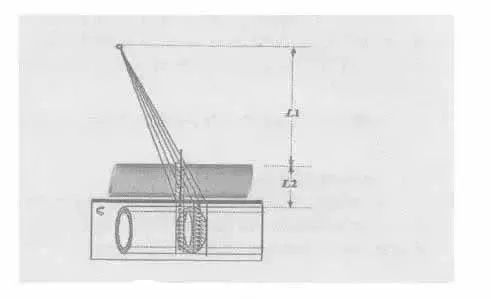
在X射线底片上,不能反映缺陷的深度位置或高度尺寸,得到的是平面投影图像,二维图像。所以,厚壁管开始返修前,为了减小返修的盲目性,可以请检测单位通过仪器反复核实,以提高返修部位深度和水平位置的精确性,最后再确定清除缺陷的起刨面,打磨面,这样排除了返修的盲目性,提高了工效又节约焊材又保证了质量。
当达到缺陷所在的深度时,边磨边严密仔细检查,直至将缺陷全部清除为止,避免把缺陷遗留在焊缝内就进行焊接,做到万无一失,确保返修:一次性合格!一次性合格!一次性合格!
必要时,用显影剂可以清楚的看见缺陷,不放过任何一个细节,根部未熔缺陷,需要打磨穿焊缝,重新打底。坡口一定要打磨标准,钝边不能厚,这是保证返修合格的前提.
(1)焊工操作技术不熟练,运条不当。
(2)焊接规范选择过大,熔化金属温度过高,液态金属凝固缓冷,自身重力作用形成。
(1)焊接电流过大,焊接速度过慢。
(2)焊条、焊丝角度与焊接位置不适应。
(1)工件、焊丝油、锈、氧化皮未清理干净。
(2)焊条烘干的温度、时间不正确。
(3)焊接速度太快,焊接电流过小,熔池存在时间短,使气体来不及逸出。
(4)电弧过长,熔池失去保护作用,空气侵入熔池。
(1)焊前预热,焊后缓冷等降低冷速措施不当。
(2)焊接规范不合理,焊接拘束度大,内应力大,焊接顺序不当。
(1)焊接规范不当,如电流过小、焊速过快,使熔渣来不及逸出。
(2)清理不好,使焊缝边缘、焊层间、焊道间熔渣难以上浮。
(3)焊条角度和运条不当,熔渣和铁水分不清,使熔渣难以上浮。
(1)焊件坡口不正确,角度太小, 钝边太厚,间隙太小,使得电弧不能伸到根部。
(2)焊接电流太小,焊速太快,使基体金属未得到充分熔化。
(3)操作角度或电弧偏吹,使电弧损失大或偏向一方,使基体金属未得到充分熔化。
(1)电流过小,焊速过大,使母材金属或先焊过的未充分熔化。
(2)母材金属或先焊过的焊缝金属表面上的锈、熔渣或污物未清理干净。
(3)操作不当或电弧偏吹,电弧作用较弱处盖上熔化金属。
北京安捷伟达科技有限公司,将一如既往地为你您提供热情优质的服务和高品质的发电电焊机、直埋管道光缆故障定位仪等产品。
欢迎来电垂询产品事宜。
咨询热线:010-86468776,13521628344(微信)